
兩板模(Two-Plate Molds)﹕
兩板模是最常用的模具類型,與三板模比較,兩板模具有成本低、結構簡單及成型周期短的優點。
**單模穴兩板模**
許多單穴模具采用兩板模的設計方式,如果你的產品只用一個澆口,不要流道,那麽塑料會由豎流道直接流到型腔中。
**多模穴與家族模穴兩板模**
你可以使用兩板模在一模多穴和家族模穴模中,但是這種結構中限制進澆的位置,因為在兩板模中流道和澆口也位於分模面上,這樣他們才能隨開模動作一起作業。
在你設計多穴模具之前,你應該分析單個成品(分析類型用Part Only)來決定澆口位置。如果分模面與澆口在同一線上,那麽就能用兩板模。
當你設計一模多穴的模具時,到達流動平衡對你設計流道是重要的。對於一模多穴而言,使用常用的兩板模結構,使各模穴的流動到達平衡不大可能,因此你或許要用三板模或者用熱流道的兩板模代替。
**採用熱流道的兩板模**
它能保證塑料以熔融狀態通過豎流道、橫流道、澆口,只有到了模穴時才開始冷卻、凝固。當模具打開時,成品(或冷流道)被頂出,當模具再次關閉時,流道中的塑料仍然是熱的,因此可以直接充填模穴,此種模具中的流道可能由冷熱兩部分組成。
採用熱流道的兩板模可以用來改變成三板模。
在這種模具中,進澆位置必需放在模穴中心,以避免在成品可見側上留下痕跡,這就意味著流道必需遠離分模面。(脫模時避免碰到劃傷)
假設你使用熱流道模具,流道不需頂出,因此流道遠離分模面也不會引起任何問題。
熱流道也適用於小產品的一模多穴模具中,假如有許多小產品,常用的流道系統可能會浪費許多材料,如果它不能回收的話。
熱流道的優點:
* 較少的廢料,無需回收
* 較不明顯的澆口痕跡
* 可以不要切除澆口
* 縮短成型周期
* 可較大程度上控制模穴充填和膠體流動
熱流道的缺點:
* 較高的成本
* 難於改變材料顏色
* 易於出故障,特別是加熱控制系統
* 對熱敏性材料不適用
對高數量、高品質的產品,採用熱流道系統利大於弊。在有些案中,最好的結果也許是採用熱流道與冷流道的結合。
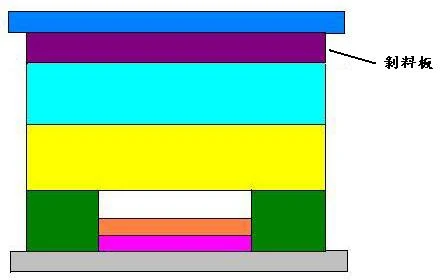
三板模(Three-Plate Molds)﹕
三板模的流道系統位於與主分模面平行的撥料板上,開模時撥料板頂出流道及襯套內的廢料,在三板模中流道與成品將分開頂出。
當整個流道系統不可能與澆口放於同一平板上時,使用三板模。這可能因為:
* 模具包含多穴或家族模穴;
* 一模一穴較複雜的成品需要多個進澆點;
* 進澆位置在不便於放流道的地方;
* 平衡流動要求流道設計在分模面以外的地方。
你也可以用熱流道的兩板模來解決上面的問題,但是三板模有其優勢所在:
三板模的優點 三板模的缺點
比熱流道易於制造 因頂出系統的原困,循環周期較長
不易出故障 材料浪費較大
對熱敏性材料不會有劣化作用 需要較大的註射壓力
此文章截取自:www.moldbbs.com/images/upload/2006/01/05/224012.doc
如有侵權請告知,將立即做刪除

力固過磅軟體特惠中:即日起~10月底
